|
傳統(tǒng)的模具內(nèi)冷卻通道是通過(guò)二次加工來(lái)實(shí)現(xiàn)的。通過(guò)交叉鉆孔產(chǎn)生創(chuàng)造管直線的內(nèi)部網(wǎng)絡(luò),通過(guò)內(nèi)置流體插頭來(lái)調(diào)整流速和方向。
3D打印制造使我們擺脫了交叉鉆孔的限制。現(xiàn)在,我們可以設(shè)計(jì)內(nèi)部通道更靠近模具的冷卻表面,并具有平滑的角落,更快的流量,增加熱量轉(zhuǎn)移到冷卻液的效率。還可以根據(jù)冷卻要求設(shè)計(jì)不同的冷卻回路,旨在以一致的速度進(jìn)行散熱,以促進(jìn)散熱的均勻性。
隨形冷卻的原理是在一個(gè)統(tǒng)一連續(xù)的方式下快速地降低塑件的溫度。注塑件不能在冷卻過(guò)程中從模具中取出,直到冷卻充分,然后注塑件從模具中分離出來(lái)。任何熱點(diǎn)都會(huì)延遲注塑件的注塑周期,可能會(huì)導(dǎo)致拆卸后注塑件的翹曲和下沉痕跡,并可能損害組件表面的質(zhì)量。
Kärcher-凱馳清潔系統(tǒng)成為暢銷(xiāo)全球的品牌,每年位于Obersontheim工廠的緊湊型K2高壓清洗機(jī)的出貨量在二百萬(wàn)左右。其引人注目的明亮黃色外殼是通過(guò)注塑方式制造出來(lái)的。
凱馳為了滿(mǎn)足日益增長(zhǎng)的訂單要求,需要從注塑過(guò)程中提高生產(chǎn)效益,而注塑環(huán)節(jié)中的模具則在注塑效益過(guò)程中發(fā)揮重要作用。使用常規(guī)冷卻,注塑節(jié)拍為52秒,3D科學(xué)谷了解到其中的22秒用來(lái)冷卻,從220°的熔化溫度冷卻到100°C的脫模溫度。
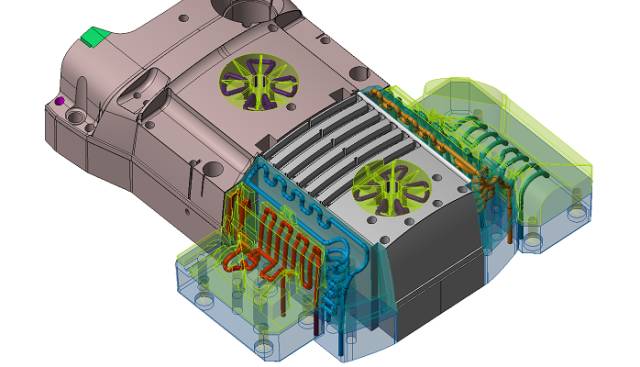
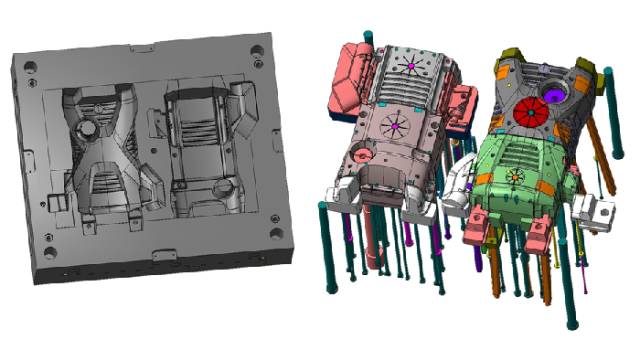
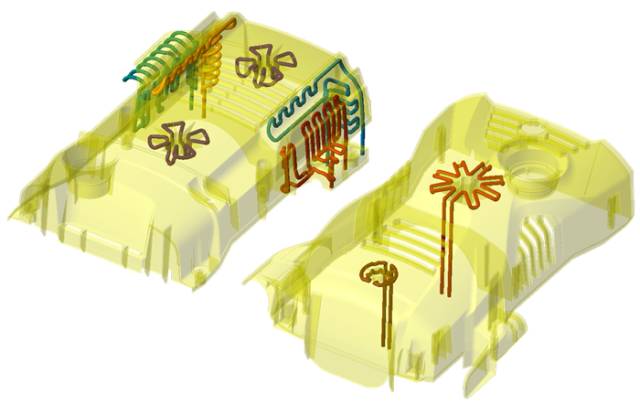
這些零件的模具是非常復(fù)雜的,包括一個(gè)型腔和許多冷卻插入。原來(lái)的設(shè)計(jì)如下所示:
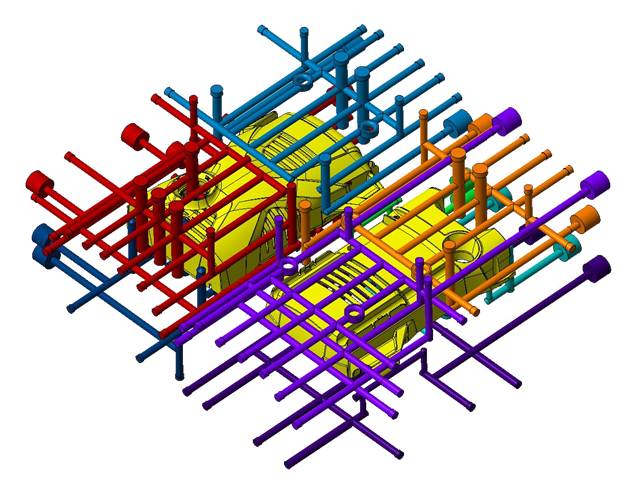
原來(lái)通過(guò)傳統(tǒng)加工技術(shù)加工出來(lái)的冷卻系統(tǒng)包含幾個(gè)單獨(dú)的冷卻回路,每分鐘通過(guò)10升的冷卻水,如下圖所示。
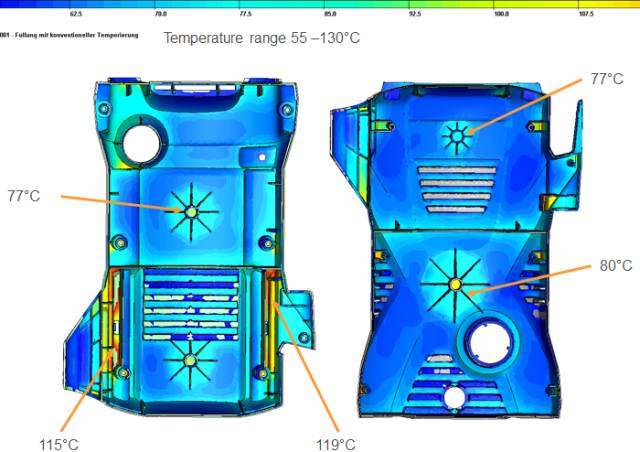
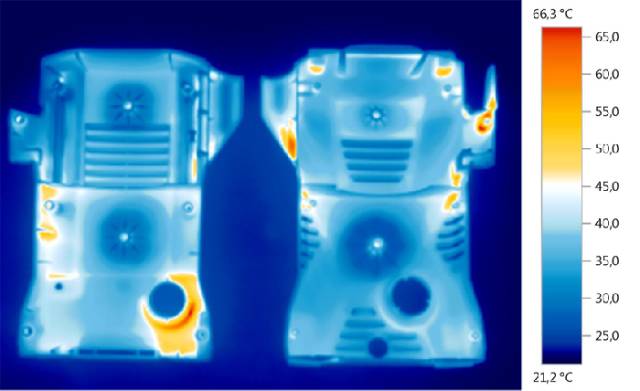
傳統(tǒng)模具在注塑過(guò)程中的熱成像顯示,在22秒冷卻周期結(jié)束時(shí)的壁溫。我們可以看到在模具溫度的顯著變化,存在許多不均勻的熱點(diǎn),而這些熱點(diǎn)有可能會(huì)影響注塑質(zhì)量。
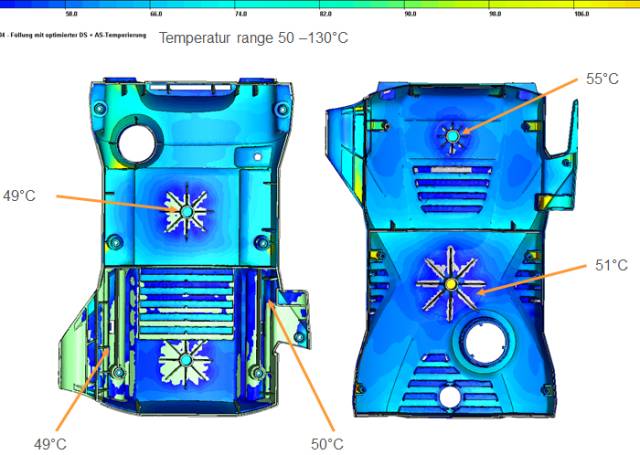
3D打印注塑模具的第一步是模流模擬分析。特別是熱點(diǎn)需要進(jìn)一步分析,因?yàn)檫@些因素影響到冷卻時(shí)間。通過(guò)軟件,進(jìn)行了20個(gè)周期的模擬,包括壁溫度的分析。最終確認(rèn)最佳的建模方案。
雷尼紹通過(guò)在熱點(diǎn)區(qū)域增加4mm直徑的冷卻通道,在模流分析中發(fā)現(xiàn)顯著的改善,溫度獲得更均勻的分布,并獲得更短的冷卻周期。
仿真分析顯示,僅僅10秒鐘的冷卻就獲得了更加均勻的冷卻熱成像效果。
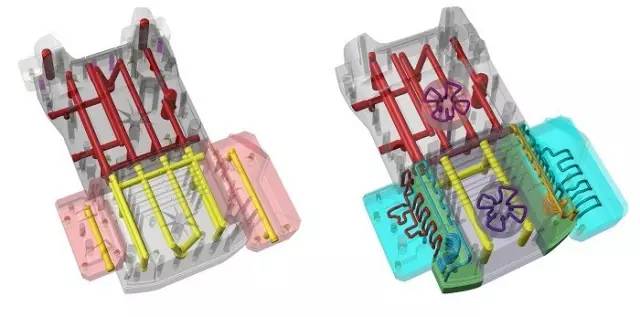
值得一提的是,3D打印的隨形冷卻模具其實(shí)是混合技術(shù)制造出來(lái)的,依靠3D打印技術(shù)獲得了復(fù)雜的內(nèi)部通道,而有些部位則采用了真空釬焊芯的插入技術(shù)。新的噴射器組件如下圖所示:
在凱馳的案例中,3D科學(xué)谷了解到冷卻節(jié)拍從22秒減少到10秒,縮短了55%的冷卻時(shí)間,更快的冷卻效果使得產(chǎn)量提高了40%,從原來(lái)的每天1500件提升到2100件。
|
















.png)